VCRP™ for Rep Serviced MedTech
Mobile Medical Device Inventory Challenges… And a Solution
Medical Technology and some Specialty Pharma OEMs struggle with opaque and inefficient field distribution chains. These manufacturers are challenged with large, yet “invisible” mobile field inventories typically managed manually by Reps. In many cases, inventories are excessive, yet field reps frequently experience shortages as they attempt to react to unpredictable provider requirements and last minute demand / schedule changes.
Further complications include; evolving regulatory traceability requirements, managing consignments, dealing with effectivity and expiration dates, planning complex kitting requirements and managing reusable tools. Often times a field rep will “loan” items to providers that inadvertently get “lost in the shuffle” and don’t find their way back on to “official “inventory records. This is a significant financial issue, and now, with regulatory traceability laws in most developed countries, is a compliance risk as well.
These large field inventories tie up significant cash resources, yet often fail to satisfy provider requirements. Too often, the correct device or package/dose is not available in a particular field reps case at a specific moment in time at a specific operating theater or clinic. In order to improve customer/patient outcomes, even more inventory is added to the field… and more customized, manual procedures.
Most medical technology and pharma supply chains are “powered” by a multiplicity of disparate IT & manual systems and process execution can be highly fragmented. Until now there has been no platform well suited to solve the field stock challenge without costly customization.
Vecco – a recognized leader in multi-tier supply chain planning and management solutions, now offers MedTech-Trac to drive substantial improvements in OEM field inventory performance and customer satisfaction. The MedTech-Trac solution works with a wide variety of data acquisition and case technologies, including barcode scanners, and traditional cases and the new RFID enabled cases. We also offer fixed site consigned inventory support options.
Field reps, managers and providers can interact with the solution via phones, tablets and PCs.
MedTech-Trac can help detect inventory problems and address them before providers are impacted. See spikes in demand before they impact providers and dramatically enhance the accuracy of planning and compliance. Gain competitive advantage over traditional field inventory management processes.
MedTech-Trac is a demand driven inventory management solution for mobile case inventory. The SAAS solution utilizes smartphone / cellular based barcode scanner and / or Radio Frequency Identification (RFID) technologies to provide real time projections of field rep inventories and their specific locations throughout the day.
Cellular tracking provides automated serial and lot traceability of mobile case inventory from Original Equipment Manufacturers (OEMs) to field reps to providers. Tracking can be performed on individual items, or on kits that can be consumed in part or as a whole. The system provides current inventory status, scheduled points and times of use, and if not in the case, then where on consignment. The system automatically generates alerts and recommended shipments to replenish mobile case inventory.
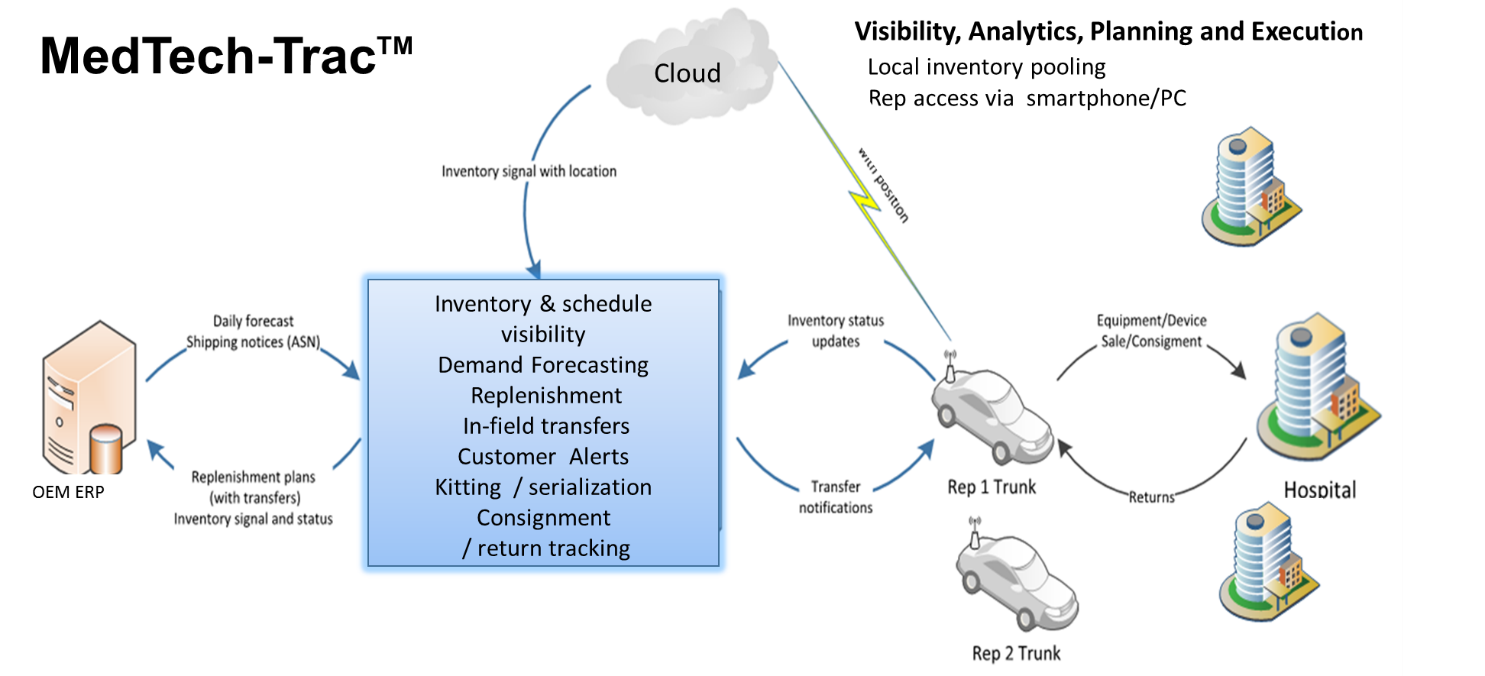
MedTech-Trac can easily be integrated with your existing software solutions to dramatically enhance the accuracy of planning and compliance processes and ensure that constraints and shortages are addressed before provider requirements are missed.
Enable higher levels of Provider Satisfaction
and OEM Profitability
Formlabs Leverages Vecco to Manage Global Demand, Supply, and Inventory Operations
Leading 3D printer manufacturing company deploys next generation supply chain management system to orchestrate supply and demand across their rapidly expanding global supply chain. MALVERN, PA. Vecco International, provider of an advanced end-to-end cloud-based...